

Šajā piektdienā portāls db.lv ciemojas Salaspilī, kur SIA Eko Air tiek izgatavota ļoti specifiska produkcija - lodēto plākšņu siltummaiņi.
Eko Air ražotne Salaspilī izveidota 2012.gadā, ieguldot tajā 11 miljonus eiro.
Eko Air pārdošanas menedžeris Juris Krūmiņš stāsta, ka uzņēmums ir vienīgais siltummaiņu ražotājs Austrumeiropā. Kompānija ražo 20 veidu dažādus produktus.
Kompānijas klienti ir siltumpunktu, siltumsūkņu un aukstumiekārtu ražotāji. Uzņēmums savu produkciju pārdod Baltijas valstīs, Eiropā un NVS tirgū. Patlaban uzņēmumam ir sarunas arī ar Apvienotajiem Arābu Emirātiem, Kataru un citām valstīm par produkcijas eksporta uzsākšanu.
Lodētie plākšņu siltummaiņi ir nepieciešami, lai nodrošinātu siltuma pārnesi no vienas darba vielas otrai bez siltumnesēju sajaukšanas. Piemēram, vienā siltummaiņa kontūrā plūst tehniskais karstais ūdens no koģenerācijas stacijas, bet otrā – auksts sanitārais ūdens no tīkla. Plūstot siltummaiņa kanālos, sanitārais ūdens tiek uzsildīts līdz 45 - 60 grādu temperatūrai un tālāk tiek padots dzīvojamās mājas karstā ūdens apgādes sistēmā, skaidro Eko Air pārstāvji.
Siltummaiņus izmanto pārtikas un ķīmiskajā rūpniecībā, apkures sistēmās, elektrotransformatoros, hidrauliskajās un citās iekārtās.
Galerijā augstāk iespējams ielūkoties uzņēmuma ražotnē!

#1/20
Pielietojot jaunākās metodes tiek veikta dažādu temperatūru režīmu un darba vielu plūsmu pārbaudes datormodelēšana.

#2/20
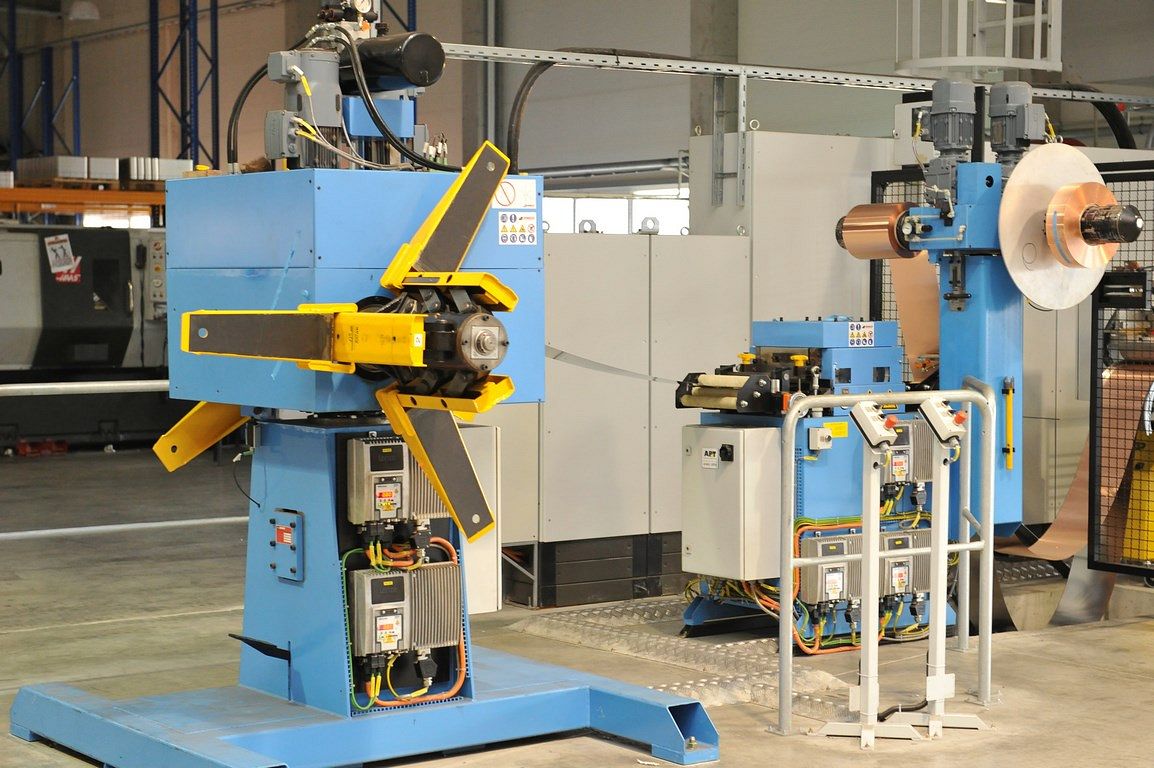
Izejvielas ražošanai uzņēmums iegādājas Vācijā, Itālijā. No tām tiek ražoti siltummaiņi.

#3/20
Lai izgatavotu lodētā plākšņu siltummaiņus, nepieciešamas automatizētās projektēšanas sistēmas. Nepietiek vien ar to, ka ir sagatavots izstrādājuma un tā sastāvdaļu rasējums, tiek izmantotas arī matemātiskās modelēšanas metodes. Nākamais būtiskais solis ir veikt arī projekta modeļu datoru simulāciju.

#4/20
Izmantojot 3D modeļus, projektēšanas gaitā tiek veiktas konstruktīvās izturības pārbaudes simulācijas.

#5/20
Pirmos izstrādājumu eksperimentālos paraugus veido ar 3D printeru palīdzību. Tālāk tos izmēģina termodinamiskās laboratorijās. Sasniedzot nepieciešamos rādītājus, paraugi tiek pakļauti hidrauliskām pārbaudēm, lai noteiktu stiprības robežu un materiālu noguruma pakāpi.

#6/20
Kad ir saņemts nepieciešamais paraugs, sākas lokšņu gofrēšanas prese un matrices projektēšanas process. Presformas tiek izgatavotas no īpašiem sakausējumiem.

#7/20
Tai jābūt ļoti cietai, stingrai un tai pašā laikā iekšējā materiāla struktūra nedrīkst būt trausla, lai varētu izturēt ilgstošu slodzi.

#8/20
Preses un matricas ražošanas precizitāte nedrīkst pārsniegt 0,01 milimetru.

#9/20
Presformas matricas virsmai jābūt spoguļgludai, tai nedrīkst būt robi un nošķēlumi. Austenīta tēraudi, no kuriem tiek izgatavotas gofrētas siltummaiņa plāksnes, ir ļoti jūtīgas pret vietējiem spriegumiem, kurus izraisa nošķēlumi. Tas var novest pie siltummaiņa starpkanālu noplūdes.
#10/20
Pielietojot jaunākās metodes tiekveikta dažādu temperatūru režīmu un darba vielu plūsmu pārbaudes datormodelēšana.

#11/20
Siltummaiņu lodēšanai tiek izmantotas indukcijas krāsnis ar dziļu vakuumu 10-5 pakāpē.

#12/20
Tik dziļš vakuums nepieciešams, lai izstrādājumi sanāktu kvalitatīvi. Vakuums nodrošina augstu izkausētā vara higroskopiskumu. Pie zemākās vakuuma pakāpes ir grūti panākt, lai varš pilnībā aizpildītu siltummaiņa kanālus.

#13/20
Lodēšanas process ilgst 15 stundu garumā. Šajā laikā notiek lēna daudzpakāpju izstrādājumu uzsilde ar temperatūras stabilizācijas fāzēm. Temperatūra krāsnī sasniedz 1100°C. Krāsns automātika kontrolē izstrādājumu uzsildes fāzes, pastāvīgi seko sasiluma vienmērīgumam 5 dažādos punktos. Tālāk sākas svarīgais dzesēšanas process. Dzesēšanas ātrums tiek izvēlēts ņemot vērā siltummaiņu konstrukcijas palikušo spriegumu bilanci.

#14/20
Šajā brīdī krāsns dzesētājapvalkā cirkulē simti kubikmetri atdzesētā ūdens un noteiktajā tehnoloģiskā procesa etapā kontrolēti tiek ievadīts slāpeklis.

#15/20
Lielākais ražošanas process uzņēmumā notiek nakts laikā.

#16/20
Uzņēmuma ražotne.

#17/20
Gatavā produkcija.

#18/20
Gatavā produkcija.

#19/20
Gatavā produkcija.

